KGD產品特點說明
1.對應多種加工類型的斷屑槽陣容擴充

切屑處理比較(我司比較)
切削參數:Vc = 150 m/min, f= 0.15 mm/rev被削材:SCM415
與其他公司產品相比、切屑處理良好。抑制咬屑

2.長壽塗層 MEGACOAT/MEGACOAT NANO

PR 1225(MEGACOAT) MEGACOAT 鋼的槽·切斷加工 第1推薦
PR 1215(MEGACOAT) MEGACOAT 耐摩性良好 鑄鐵加工推薦
PR 1535 (MEGACOAT NANO) 不銹鋼加工 第1推薦
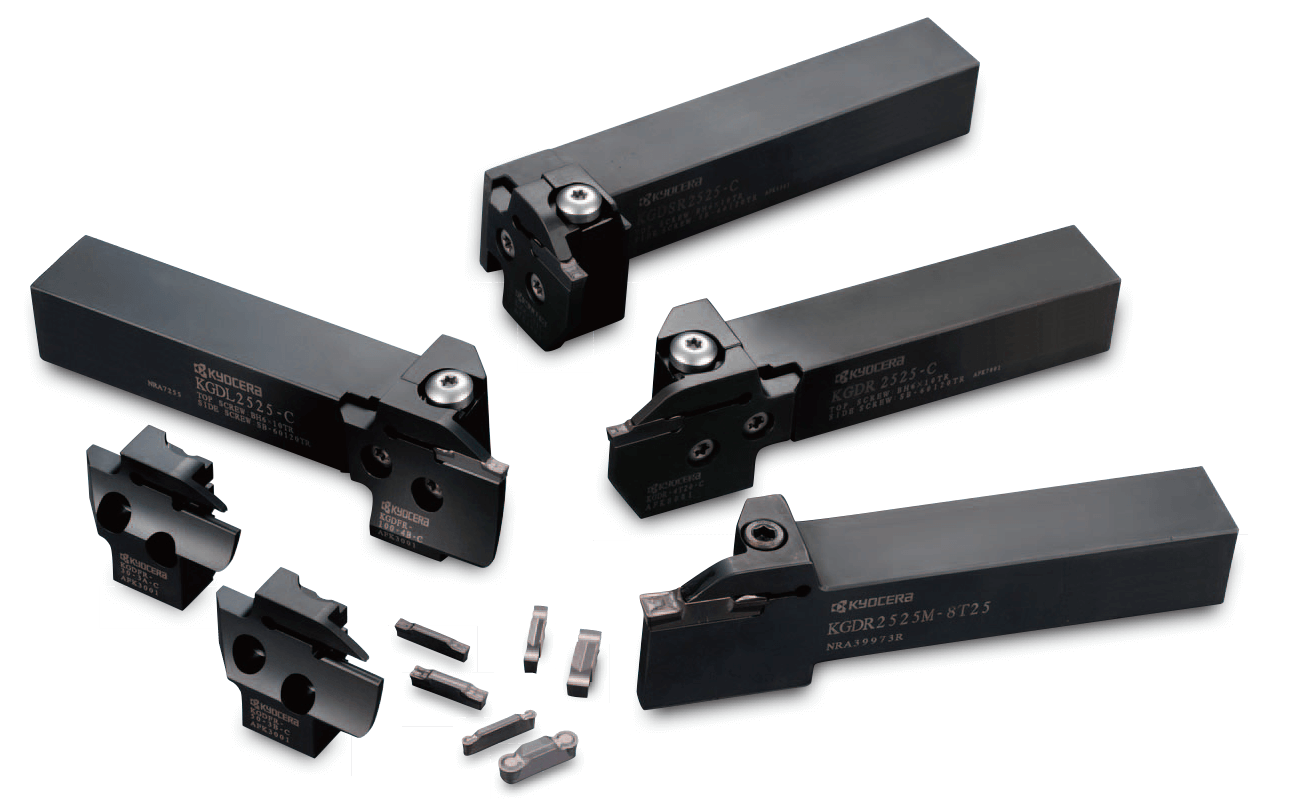
3.多型刀桿陣容擴充
刀桿增加一體式和組合式(本體十刀板)兩種產品規格

一體式/組合式 刀桿使用區別
| 一體式 |
組合式 |
・豐富的刀桿陣容
細分對應多種槽深(淺槽/標準槽/深槽)
可通過更換刀闆對應多種槽寬
・低剛性機床、工件的加工對應
・工作空間狹窄的機床(自動車床、小型車床等) |
・對應多品種少量生產
最適合槽寬變化較多的加工
確保最合適的伸出長度
・對應容易損傷刀桿的難加工類型
有難度的切削參數
降低刀桿成本(可只更換刀板使用)
・端面槽加工也可通過更換刀板進行對應
※請注意刀桿的方向 |
端面槽KGDF刀桿・刀片ラP17
獨創的新夾具構造”W緊固”刀桿
(防止橫向偏移)實現穩定的加工面成色
1.防止由於刀片的移位造成的加工面
異常及刀片破損 刀片
2.提升刀片的重複安裝精度
高剛性・高信賴性・高刀片緊固力
刀桿
GDFM型·GDFMS型刀片無法在KGD型外徑槽刀桿
GDM/GDMS
GDM/GDMS(切斷)

刀片型號的確認

刀片安裝順序
1.請使用空氣槍等的工具確保刀片安裝部位的切屑清理乾淨(圖1參照)
2.請將刀片插入刀桿,並向刀桿的刀片後端固定面輕按(圖1、圖2參照)
3.請輕按並使用合適的扭矩鎖緊刀片緊固螺栓(推薦緊固扭矩:
6.5 N-m(HH5 xOO)、8 N-m(HH6 X 25)、2.0 N-m(SB-40120TR)、
2.5 N-m(SE-50125TR))
4.請確認刀片與刀桿的刀片後端固定面之間無縫隙、沒有傾斜安裝再進行使用(圖2、圖3參照)

KGD刀桿型號、組合式刀桿
刀桿型號的確認(外徑・切斷/一體式・組合式)

組合式刀桿組合(外徑・切斷)

組合式刀桿型號的確認和車床安裝相關


刀板安裝順序(組合式刀桿)
1.請將細齒部的切屑等垃圾用空氣槍清理乾淨(圖1參照)無順序要求(圖2參照)
2.將刀板和刀桿的細齒部及刀板端面緊密貼合(圖2參照)
3.請用合適的扭矩鎖緊刀板安裝螺栓(推薦緊固扭矩:8Nㆍm).
4.刀片的安裝請在刀板安裝後進行

KGD和KGDS使用區別
KGDS(副軸對應切斷用)

刀桿型號的確認(自動車床用)

KGD和KGDS使用區別
KGD 標準規格
兩種方向可以一起安裝在排刀台上使用
使用副軸夾緊工件切斷時、主要使用L方向

KGDS 副軸規格
工件直徑小、主軸的伸出長度受到限制時、請使用KGDS

KGD外徑槽加工要點
加工要點(1)(槽加工後、橫向進給加工時的注意事項)
1)槽深0.5mm以上:粗加工時(圖1參照)
請勿在槽加工後立即橫向進給加工、槽加工後請務必後退0.1mm左右再進行橫向進給
(將刀尖所受到的負擔、向1個方向集中)
2)槽深0.5mm以下:精加工時(圖2參照)
由於刀尖的負擔較小、槽加工後可立即橫向進給加工
(不用停刀)
加工要點(2)
1)槽寬較大的加工時(圖3參照)
請台階狀分開加工
2)最後進行精加工
(切深在單邊0.5mm以上時的切屑處理較好)
注)工件中心未固定的加工中、在向中間方向加工時、請降低進給

KGDF產品特點說明
1. 對應多型端面槽加工的斷屑槽陣容擴充 – 斷屑槽選擇基準

2. 長壽塗層MEGACOAT
PR1225(MEGACOAT)
端面槽加工第1推薦
PR1215(MEGACOAT)
耐摩性良好鑄鐵加工推薦

3. 高刀片緊固力
防止因為刀片移位造成的加工面異常或刀片破損,
提升刀片的重複安裝精度